This paper describes a wave based case pick operation application where a Mandate® based SOFT™ system is used to dynamically balance work between workers achieving the highest overall productivity and minimizing wave durations.
Each SKU in the facility belongs to one of twelve SKU family groups. The product is shipped to customers on pallets with most orders requiring several pallets. Family groups determine the stack sequence for the pallets, where product for higher group numbers may be stacked on lower group numbered product but not the converse.
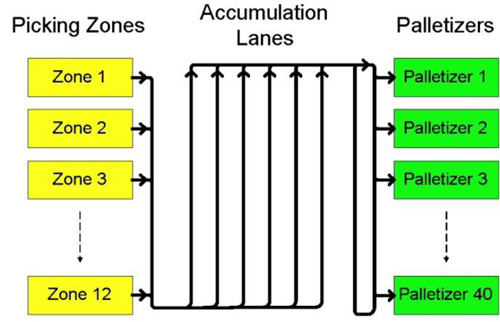
The distribution center is divided into multiple picking zones to reduce pick congestion. SKUs from each family group are divided among the picking zones. The division keeps a single SKU in only one zone but tries to balance work in all the zones by normalizing the total velocity of all the SKUs in each picking zone. Within a particular zone, the SKUs are grouped by family and the families are more or less arranged sequentially. Multiple pickers can work in a picking zone simultaneously. Pickers receive picking instructions from RF hand held terminals.
In this particular application, product is picked to belt and delivered to a shoe sorter that diverts the cases to several “SKU family group” queues. The arriving product is dynamically assigned to the queues to facilitate proper release sequencing. Product released from the queues is delivered to another shoe sorter where it is directed to 40 manual palletizing stations.
The challenge is to complete the work from each pick zone for all products for a SKU family at essentially the same time without having workers go idle—waiting for others to complete work (both within the same zone and in the other zones).
Initially, this particular application used relative historical “worker productivity” to attempt the balance, where workers with higher productivity were partnered with those with lower productivity and then balanced against the product demand. Although this approach improved the balance, the operation still had long periods of delay where workers were idle awaiting other workers to complete.
The application was retrofitted with SOFT™ modules for labor balancing the pickers including their re-assignment across all pick zones.
While balancing labor in a system like this, there are several important factors to consider:
- Even with normalization of family group SKUs across pick zones; the random nature of the daily distribution of workload will substantially alter labor requirements in picking zones through the day.
- The number of pickers varies as workers take breaks, both scheduled and non-scheduled, and are given other assignments etc.
- Peak efficiency is accomplished only when all workers are continuously productive.
- The movement of workers between zones is inherently non-productive.
- Historical worker productivity, while significant, does not account for “bad hair” days. History was yesterday—today is reality.
Real time dynamic work balancing takes these factors into account and continuously optimizes the current resources to best meet the current requirements. With dynamic workload balancing, each time a worker completes a transaction, the SOFT™ module calculates the next action they are to take. The possibilities of the next action to take are:
- Pick the nearest item for the same SKU family in the current zone
- Pick an item for the next SKU family in the current zone
- Move to a new zone and then re-evaluate what action to take
- Wait—no new item can be picked at this time
For this particular application, the SOFT™ modules for labor balancing use the following user configurable parameters:
- SKU family delta completion time—the maximum completion time difference between zones for an SKU family. The completion time for SKU family in a zone is predicted by dividing the remaining zone-pick cases by the aggregate pick rate for all pickers currently in the pick zone. As the particular application requires, the relative work rate for a worker may be either a default value or their historical work rate.
- Workload look-ahead time—this determines how deep the pending work queue is examined for making workload balancing decisions. Pending work is organized into a prioritized queue. The queue may be literally any size. For the purpose of workload balancing it is not necessary to factor in work that is not going to be completed for a long while
- Zone change penalty—this determines how much non-productive time is required to move a worker to another zone. Depending upon the particular application this could be a singe value for any zone change or a movement velocity and an inter-zone distance table.
- Minimum zone work time—once a worker has moved to a new zone they will not be re-moved until they have worked this period of time.
These parameters coupled with the current work and the current work resources (workers) are used to control the dispatch of work. Effectively every time a worker completes a transaction, the SOFT™ module evaluates the current delta of completion times for the system. If the current delta is larger than the maximum allowed, the SOFT™ module evaluates the effect of moving the worker to each of the other picking zones. The “zone change penalty” is used in this evaluation. If moving the worker to another zone would yield a better overall completion time the worker is directed to move to the best zone, otherwise the worker is directed to complete a pick in the current zone.
As product “flows” from the pick zones it is somewhat in SKU family sequence. Due to the conveyance paths, newer SKU family goods may be placed on the conveyor before the last of the older SKU family goods have arrived (or even picked), however, the old SKU family goods are diminishing while the flow of new SKU family goods is increasing. In this application the conveyor queuing system is also dynamically controlled. As goods for a new SKU family arrive, they are diverted to a selected queue and held there until it is time for their release. If the queue fills before releasing, another queue is selected. Once a newer SKU family starts releasing, any older “straggler” SKU family goods are assigned to the queue that is releasing. The dynamic queue control allows multiple SKU families to be simultaneously queued while allowing large SKU families to occupy space as necessary in multiple queues.
This labor-balancing algorithm increased worker productivity by over 15% in applications where the previous balancing used measured historical productivity rates to statically determine work organization. Overall improvements resulted in reduced idle time for the workers, more sequential flow of SKU family groups to palletization and increased processing capacity for the facility.